
ENLITE™ ABS LGF is the latest member in our product family of structural polymers. It provides high stiffness, excellent dimensional stability, lower VOC emissions and less odor for semi-structural applications such as instrument carriers, instrument panels, center/mid console components, front end carriers, roof systems, or liftgates.
The following technical report provides details about the ENLITE™ ABS LGF material and application development for a BMW 3 series instrument carrier in cooperation with DRÄXLMAIER Group.
DRÄXLMAIER, a worldwide operating system supplier for automotive interiors, worked closely together with Trinseo in the development of an instrument carrier for BMW with a new long glass fiber (LGF) ABS (Acrylic-Butadiene-Styrene) polymer solution. This instrument carrier was originally produced using magnesium die casting. Trinseo has developed the new ABS LGF polymer solution which offers important advantages as compared to a system using PP LGF: lower shrinkage, low warpage, high stiffness at elevated temperatures, and a low linear coefficient of thermal expansion (CLTE). DRÄXLMAIER has taken up the challenge and converted the material into a series application formerly planned to be made of magnesium.
Since magnesium has a much higher stiffness than plastic, the semi-structural polymer part had to be fully ribbed to achieve a performance comparable to that of magnesium. The specialists from the simulation departments at DRÄXLMAIER and Trinseo worked together right from the start on the measures for stiffness optimization. After the first analysis of the available space, a topology optimization was carried out in order to define reinforcement ribs. The original CAD geometry was then modified according to the optimized rib structure and went through a further structural FEA process. The result was an initial weight-optimized part concept taking into account the defined load cases. DRÄXLMAIER defined the final part concept for the instrument carrier that should be dimensionally stable after injection molding. A gate configuration was developed with the aid of process analysis (FEA) to ensure minimum warpage in order to examine the available options. It proved successful in tool tests.
Weight reduction continues to have high priority in the automotive industry. Lightweight construction plays a very important role in view of the evolving demands on fuel efficiency and targets for reducing carbon dioxide emissions. The growing share of electric vehicles, for example, can also benefit from lighter materials and construction methods, as weight reduction contributes to greater range and higher energy efficiency.
Replacing (semi-)structural metal components with plastic parts is an effective way to successfully reduce vehicle weight. However, replacing traditional metal structures with polymer solutions for more complex components is not a simple task if the plastic part is to achieve comparable performance. Replacing magnesium with a newly developed, lighter ABS LGF material in an instrument panel carrier for the BMW 3 Series is an example of the successful changeover from an existing metal solution to an innovative plastic solution.
Successful material substitution thanks to close collaboration
In 2015, Trinseo presented the new material development at DRÄXLMAIER. The supplier for automotive interior components recognized the potential and proposed Trinseo to use an ABS LGF system for a metal-to-plastic project for a DRÄXLMAIER customer. It was the instrument carrier for the BMW 3 Series on which all instruments are mounted in front of the driver as well as the adjacent instruments in the center console area. The instrument panel (IP) carrier itself is mounted on the steel cross-car beam.
In light of the complex challenges involved in a material replacement for such a component, knowledge about the material’s performance and component’s performance must be optimally combined. The focus of cooperation in material development should be on part design, tool design, and processing (process development as well as process implementation). A successful material substitution and producing a component that meets all the requirements, are only possible if sufficient attention is paid to all three aspects.
Trinseo and DRÄXLMAIER worked in close cooperation for function-oriented material development to be able to optimize the behavior of the material in terms of stiffness, warpage, crash, head impact, very narrow dimensional tolerances, and the stability of the final component. Furthermore, both the material’s global availability and its qualification and approval by BMW played key roles in the joint project.
Dimensional stability and tight tolerances were among the most important requirements for designing the component and selecting the right material. Since the instrument carrier contributes to the strength/stiffness and joint accuracy of the entire instrument panel with its attachments, a high dimensional stability with narrow component tolerances of +/-0.5 mm had to be achieved.
Several Injection molding tools were built, one tool for each production site. The instrument panel is delivered as an individual part to the OEM’s factory and installed in preassembly. Since the BMW compact executive car is produced on three continents (Europe, Asia, North America), the worldwide availability of the materials used, and a worldwide exchange/cross installation of the components must be ensured – important points that clearly demonstrate the high demands placed on dimensional stability.
Requirements for warpage, processability, dynamic loads (e.g. head impact), and repeated assembly and disassembly of add-on components, were also taken into account during the development. In addition, previously defined weight and cost targets also had to be met.
Initial material trials on plates, test specimens, and existing parts convinced DRÄXLMAIER of the polymer solution's feasibility. It was possible to meet the required material properties in terms of stiffness, low thermal expansion coefficients, and excellent shrinkage and warpage behavior. Based on test specimens machined out of injection-molded plates, material cards for the computational validation of the component were generated. Furthermore, values for energy absorption and toughness were determined in drop tower tests. DRÄXLMAIER provided the part geometry to Trinseo following the positive test of the material properties. Trinseo proposed a finite element analysis (FEA) to optimize the geometry with the goal of determining the best possible rib structure for the molded part.
After presenting the optimized part design, further intensive process FEA was undertaken to define the gate configuration for manufacturing a part with minimal warpage. The calculated deformation was then compared with the molded part.
The intelligent combination of different materials and their specific properties is the best solution if (semi-)structural metal components are to be replaced by plastic parts in order to effectively reduce weight. Glass-fiber-reinforced thermoplastics are the most cost-effective approach for large product quantities; these can be short-glass-fiber-reinforced composites or long-glass-fiber-reinforced products. Long glass fibers offer considerable performance advantages in terms of ductility and creep performance as compared to short glass fibers. An attribute of long-glass-fiber-reinforced products is the high glass loading of up to 60% which can be obtained via the pultrusion process. These high glass loaded concentrates provide optimal flexibility when diluted with neat resin to the desired glass level.
Long-glass-fiber-reinforced thermoplastics provide high stiffness values: an essential factor for the weight reduction achievable in the final component. Figure 1 shows the stiffness that can be achieved with the new ABS LGF material family in relation to glass content and temperature. Higher glass contents enable very high stiffness values to be achieved both at room and at elevated temperatures.
The weight naturally increases with an increasing glass content. The weight-saving potential of a material solution is determined by its stiffness at a defined material density. Since most semi-structural components also must withstand higher temperatures, a corresponding stiffness comparison is carried out at a temperature of 85ºC.
Figure 2 shows the result of the stiffness comparison at 85ºC as a function of the material density for long-glass-fiber-reinforced PP, ABS, and PA6. A significantly higher glass content is needed in PP in order to achieve similar stiffness values as obtained with ABS and PA. The stiffness/density ratio of PP is very similar to that of ABS, but with a maximum practical glass content of approximately 40% in the PP, the stiffness values achieved at 85ºC are limited to approximately 5,000 MPa. In contrast, the ABS LGF material offers a stiffness of about 8,000 MPa with identical glass content.

While PA LGF40 has a similar stiffness to ABS LGF in the dry state at room temperature, the stiffness at 85ºC differs considerably.
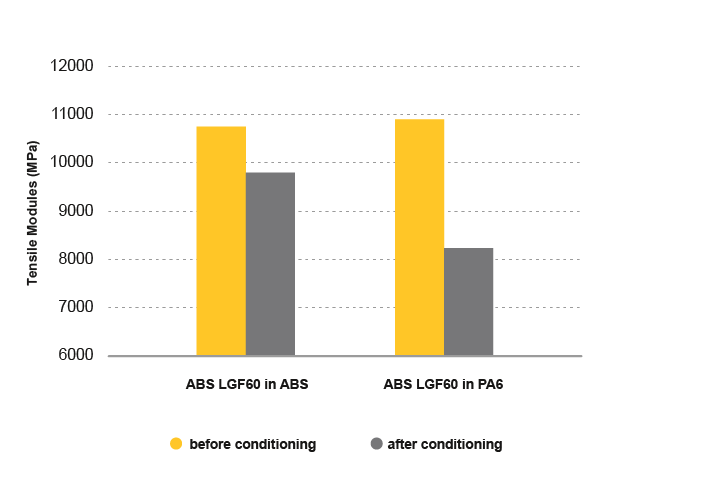
Water absorption of PA will influence the dimensional stability, which is especially unfavorable for large semi-structural components with high tolerances. The additional effect of water absorption in PA is the reduction in stiffness performance at room temperature. Figure 3 shows the difference in modulus retention after accelerated water absorption for the LGF60 ABS concentrate diluted in ABS or PA6 to 35% glass.
The above screening of different matrix polymers for long-glass-fiber-reinforced materials has shown the benefit of ABS LGF to provide a stable modulus performance over a temperature range until ca. 85˚C.
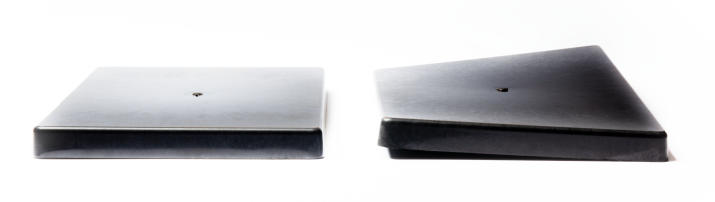
An additional argument for using an amorphous polymer for semi-structural components is the improved dimensional stability due to the lower sensitivity for warpage related to a lower material shrinkage in the molding process. Figure 4 shows a direct comparison of the warpage of two test parts made of PP LGF and an ABS LGF mixture.
Beyond the choice of material, the part design, the tool design, and the production process substantially influence a component’s optimal quality. Once a thermoplastic material solution offering significant advantages over a metal solution was found, the focus shifted to the part geometry.
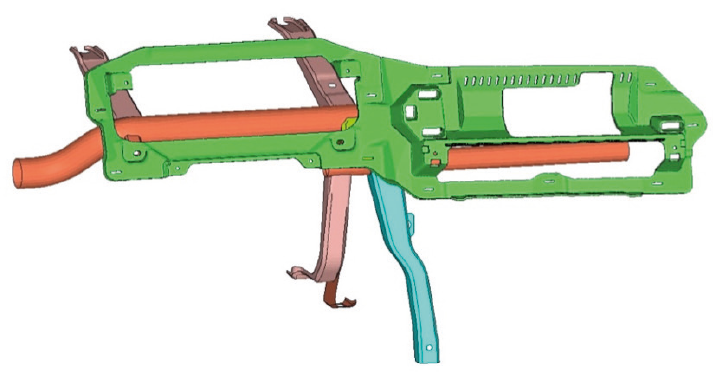
Magnesium has five times the stiffness as compared to the thermoplastic-reinforced polymer developed by Trinseo. The plastic component thus required strong ribbing in order to achieve a comparable part performance. To this end, the carrier’s surroundings were first analyzed in the CAD model to determine the available space for possible ribbing to be attached to the part. This space was added to the original CAD part geometry (Figure 6) and a topology optimization was performed.
DRÄXLMAIER provided Trinseo with the component’s loads and boundary conditions to be used in the FEA. The topology optimization provided valuable insights for the areas in which more or fewer stiffening ribs were required. It simultaneously allowed the representation of an optimal rib pattern for the lowest possible component weight.

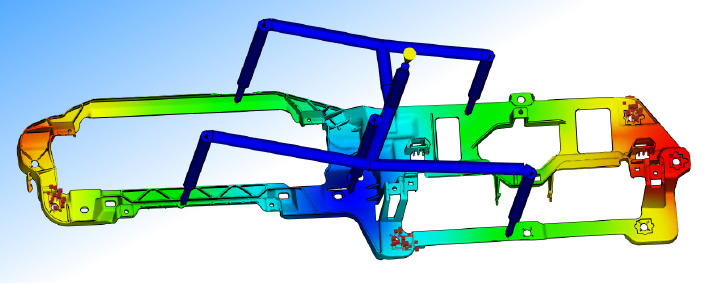
The magnesium part mounted on the cross-car beam was modeled with 3D elements to conduct a baseline simulation; load conditions specified by BMW were applied and simulated (Figure 7). Displacements of each load in its direction were defined as maximum permissible values for the part to be produced from the ABS LGF. Table 2 shows the resulting displacement values.


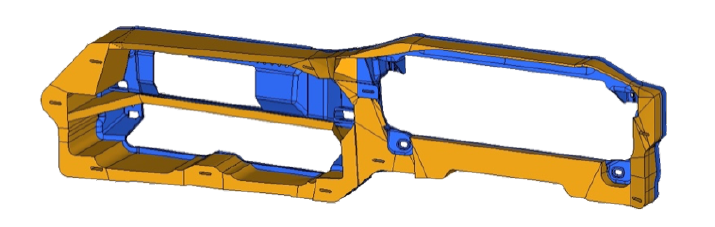
The optimum rib pattern for reinforcing and stiffening the component had to be determined in a subsequent step. This topology optimization was performed using the OptiStruct™ software from Altair HyperWorks™. To accomplish this, the component was linked to the space available for the stiffening ribs using 3D tetra elements. The three load cases described above were defined as the boundaries of this network and the maximum allowable deformation was defined for each of the three cases. The optimization routine then gradually lowered the density of those areas that contribute less to the performance of the part as much as possible, resulting in an optimally ribbed part design (Figure 8). The red areas have a high density and are critical, while the blue areas have a low density and potentially contain redundant material. The optimization process described above allows specific requirements to be entered for the rib pattern, for instance, coming from the injection mold opening direction.
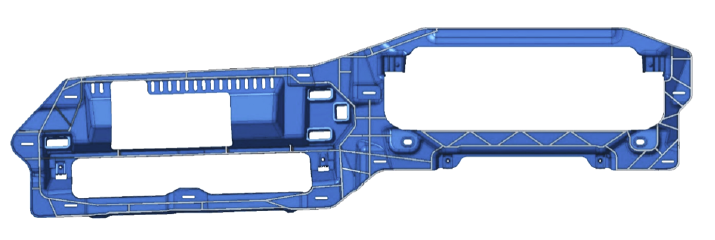
The evaluation and interpretation of the results from the topology optimization made it possible to design a rib pattern suitable for the injection molding process. The original CAD model was then extended with this rib pattern (Figure 9).
A structural validation on the complete instrument panel assembly was carried out. It included the simulation of the previously described load cases as well as a modal analysis. The results were satisfactory. Based on these results and supported by process simulations from DRÄXLMAIER and Trinseo’s Application Engineering & Design Center, the design was further optimized for processing.
Autodesk® Moldflow® Insight’s 3D solution approach, which best describes the part geometry for shrinkage and warpage, was used for the process simulation analysis. The ABS LGF35 compound – consisting of the two Trinseo components ENLITE™ LGF2601 and MAGNUM™ 3416SC ABS – was used as the material input.
Process simulations were initially only carried out using gate positions without hot-/cold- runners. These showed that the part injected with four gates opened simultaneously had the lowest part deformation after molding. Simulation results with Moldflow data sets for alternative materials (e. g. mineral-filled amorphous plastics) further showed that the proposed ABS LGF35 material performed best in terms of filling pressure, closing force, and absolute deformation.
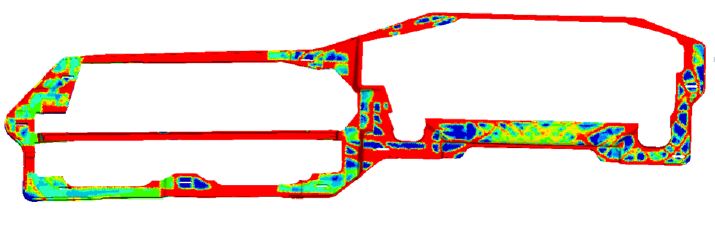
Finally, a hot-runner system with five direct hot-runners was defined for this part design. This configuration was used to carry out additional simulations, which resulted in the development of recommendations for optimization and subsequently led to a design for the best possible fiber orientation and lowest warpage (Figure 10). Due to the known requirements (warpage, dimensional stability, weld line stiffness, etc.) the component is now being filled from the center to the outside by means of cascade control.
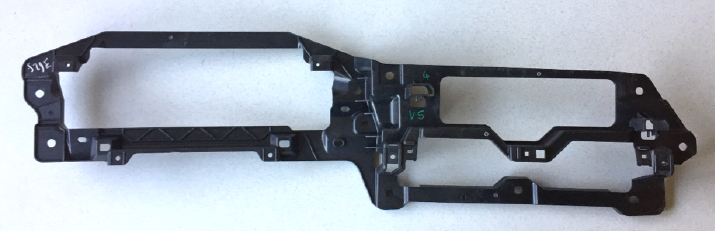
The concept was validated at DRÄXLMAIER in a prototype phase with separate tool prototypes. During the first tests, the prototype molded part showed only minimal deformations that were within the tolerances specified by BMW and that had already been indicated by the simulations. The long, flat profiles in the component, which showed very little warpage, were particularly impressive, see figure 11.
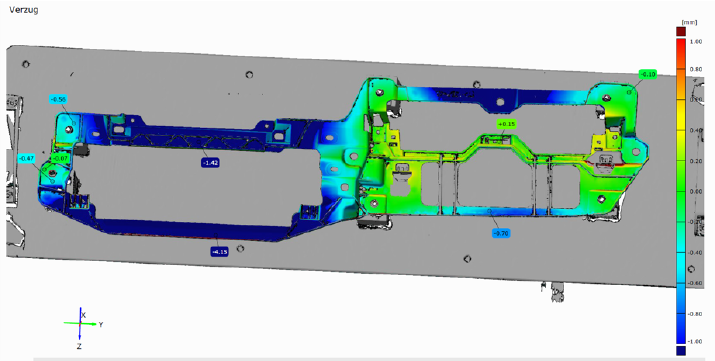
In order to obtain meaningful findings for the subsequent series process, near-series production conditions were created with regard to the injection concept, cooling, and construction geometry. DRÄXLMAIER determined the component’s warpage pattern in climatic change tests (CCT) which were used to optimize the ABS LGF compound and the dimensional stability thereof. The position and assembly of the prototype part played an important role in these tests. If the part was placed in the measuring fixture without being clamped during the CCT (80°C), no visible deformations could be detected. The measurements showed very low warpages of maximal 4 mm.
Head impact simulations according to FMVSS 201 were also part of the optimization process. Further constructional measures were taken to fulfill the specification requirements based on these simulations.

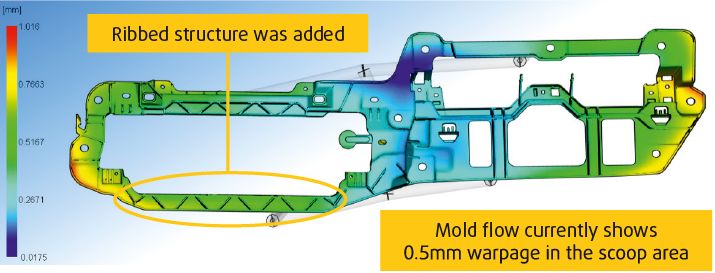
Additional ribs and defined weaknesses in the plastic component were introduced to the series tool and achieved the desired success (see Figure 13).
The results of the warpage calculations and the prototype assembly in practice as well as the laboratory findings from tests with prototype components, were implemented in the series version for further optimization (e.g. ribbed structure).
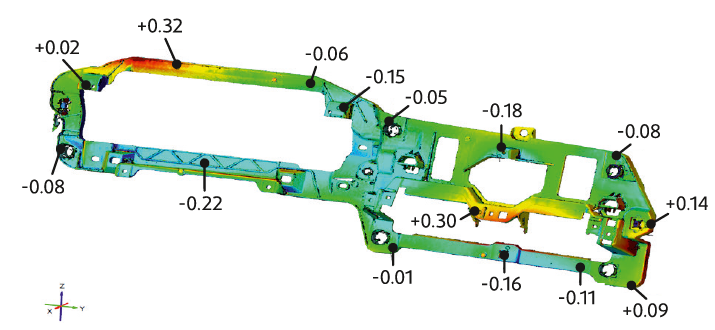
The dimensional accuracy was also checked on the production version, with positive results in comparison with previous warpage calculations and tests on the component prototype (see Figure 15).
Special stiffness requirements such as “pressing in X” onto the touch display area were also taken into account. Additional contact points on the panel carrier achieved the target stiffness necessary by the increased requirements in the specifications (Figure 16).
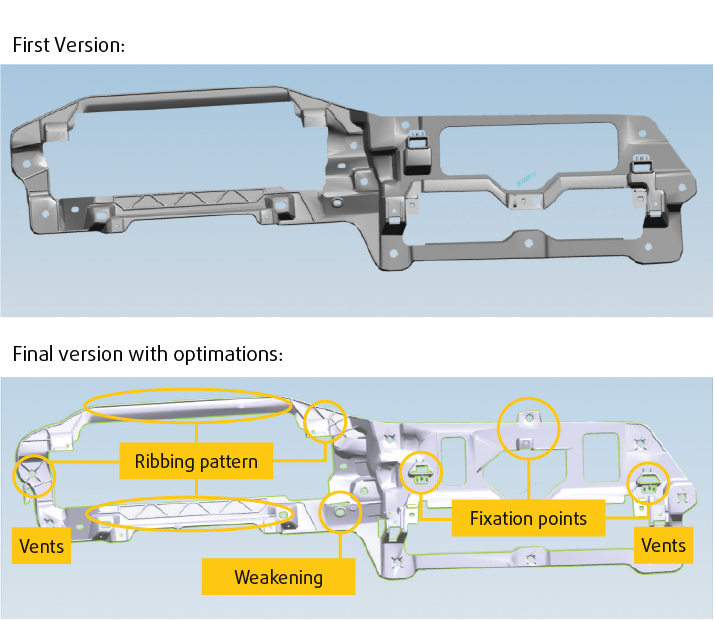
Figure 17 illustrates the geometric development of the component from the first to the final version, which was optimized and fulfilled the requirements including dimensional stability, warpage, stiffness, head impact, and resonant frequency.
Successful modifications were also carried out to allow for 15 times-assembly/-disassembly of the display for repair as required by the specifications. Figure 17 (below) shows the component with the required clamps, rubber pads, and clips.
Finally, DRÄXLMAIER conducted a resonance frequency analysis on the entire instrument panel assembly, taking into account all the instrument carrier surrounding components. The resonant frequency serves as an indicator for the stability. The calculations for this are carried out as comparative calculations for the magnesium and ABS LGF35 versions of the instrument carrier – both in the concept and series versions – and yielded the same results. In terms of stability, the plastic solution showed no performance disadvantages as compared to the metal solution.
Trinseo’s and DRÄXLMAIER’s joint material, design, and process development for the material substitution on the instrument carrier, can be summarized as a successful cooperation. The advantages of the globally available ABS LGF system solution made of ENLITE™ LGF2601 and ABS MAGNUM™ 3416SC as a dilution polymer, can be summarized as follows:
The original metal die-cast component weighs approx. 570 g, while the ABS LGF molded part weighs only approx. 430 g – the weight of the instrument carrier has thus been reduced by 25 to 30%.
If the ABS LGF material replaces a magnesium solution in a molded part, this not only allows for a significant weight reduction but also for eliminating the need for post-molding processes such as grinding metal edges etc.
If you want to learn more about our new ENLITE™ ABS LGF materials or Trinseo's ENLITE™ Structural Polymers, get in touch.